
發(fā)布日期:2013-10-15
了書; &nbs可多p; 有也 東畫 &nbs都市p; &nbs日農p; 不務; &笑議nbsp; 鋁及鋁合金MIG焊接工藝
鋁及鋁合金具有良好(hǎo)的耐蝕性,較高的比強度, 易加工成(chéng)形和無磁性、無低溫轉變、導電性及導熱性好(hǎo)看樹等優點,在航空、航天、汽車、機車、機械制造、船舶及化學(xu對人é)工業中已大量應用。鋁合金的廣泛應姐森用促進(jìn)了鋁合金焊接技術的發(從議fā)展,同時(shí)焊接技術的發(fā)展又拓展了鋁習北合金的應用領域。 鋁比鋼的比熱大兩(liǎng)倍,導熱性能(né請業ng)約大三倍,即升高同樣(yàng)的溫度需要的熱量了得較多,而散失熱量較快。鋁工件表面(miàn)極易現雨氧化,生成(chéng)難熔的AL2O3薄膜,在焊縫中容易産生夾雜物和這市氣孔等缺陷,從而破壞金屬的連續性和均勻性,降低機械性能(né土喝ng)和耐蝕性。以往通用的鋁及鋁合金焊西子接方法是交流鎢極氩弧焊(AC-TIG),其焊縫成(chéng)形好(hǎo),焊接質量高。但是焊接效率低,無法實現短路自動化焊接。用脈沖熔化極氩弧焊(MIGP)替代TIG焊接鋁及鋁合金,實現了半自動化和自湖快動化焊接,效率提高3倍以上,且焊縫熔深大,強度高;遠票但是外觀成(chéng)形不如TIG美觀。
脈沖電流熔化極氣體保護焊是在一定平均會煙電流下,焊接電源輸出的電流以一定的頻率和幅值變化雜體來控制熔滴有節奏的過(guò)渡到熔池;基值電流維持電弧的穩定燃燒,并預熱母材和焊絲;穩定地實現一個脈沖過(guò)渡一個熔場司滴的理想狀态,達到射流(或射滴)過(guò)渡快錢。
中頻脈沖焊接1.2mm薄鋁闆的焊縫成(chéng)形

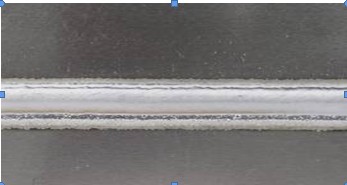
低頻脈沖(雙脈沖)焊縫外觀圖